 English
English عربى
عربى русский
русский 简体中文
简体中文







Проводить исследования, проектирование, производство и инжиниринговые услуги FDY, POY, ...
Проводить исследования, проектирование, производство и инжиниринговые услуги FDY, POY, ...
Проводить исследования, проектирование, производство и инжиниринговые услуги FDY, POY, ...
Проведение исследований, проектирования, производства и инжиниринговых услуг FDY, POY, ...
Проводить исследования, проектирование, производство и инжиниринговые услуги FDY, POY, ...











Производители синтетического волокна, использующие линии прядения, текстур...
Просмотреть большеЦветные полосы являются одной из наиболее частых жалоб на качество при про...
Просмотреть большеСерия Barmag ACW остается одной из наиболее широко распространенных намо...
Просмотреть большеНа линии прядения расплава, работающей три смены в день, приемная намотка ...
Просмотреть большеприемная намоточная машина находится в конце каждой плавильн...
Просмотреть большеДля производителей текстиля, стремящихся расширить или модернизировать про...
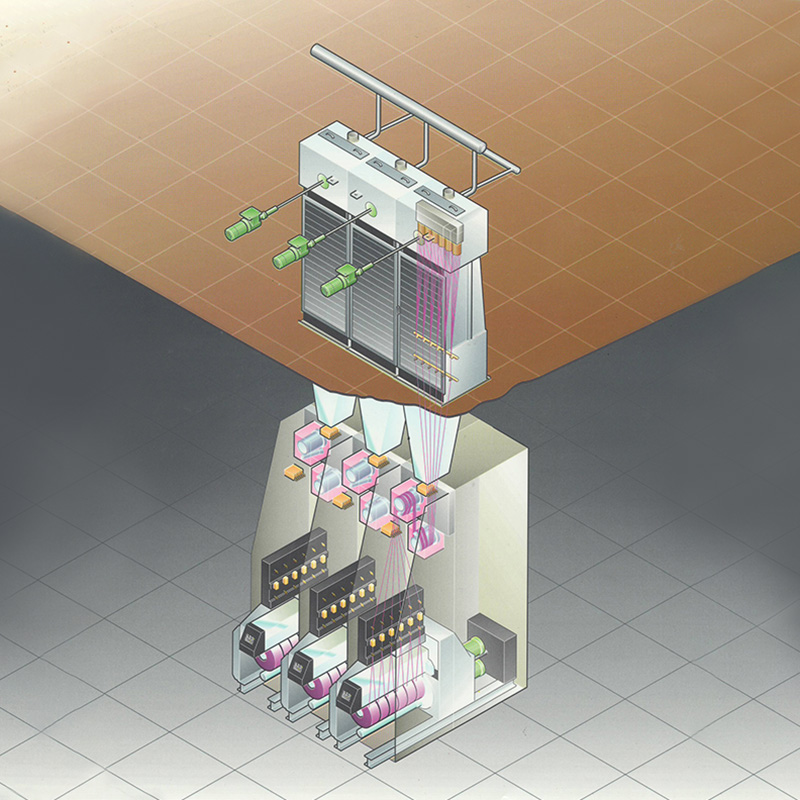
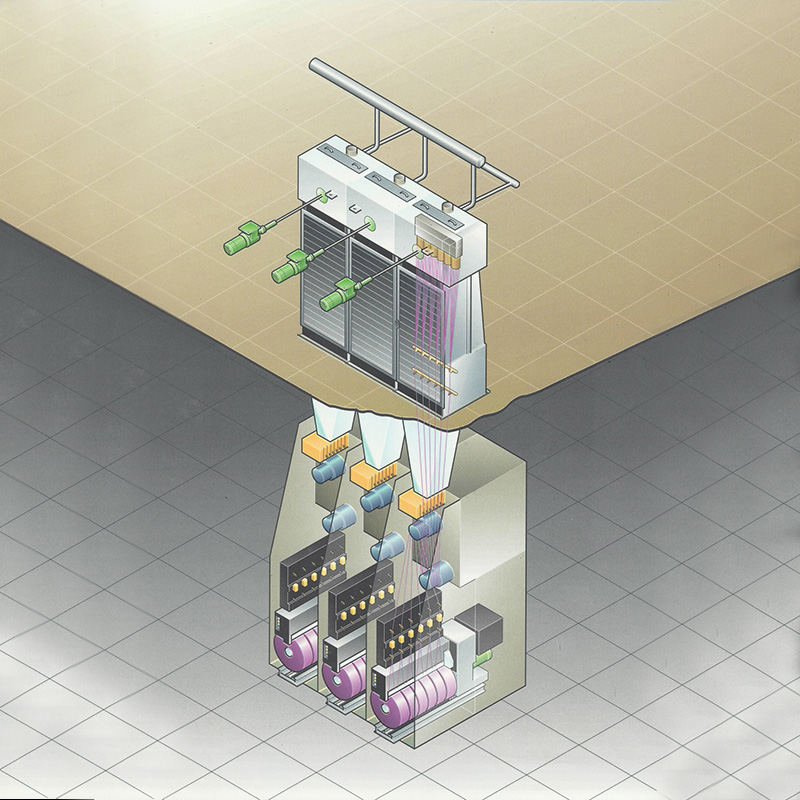
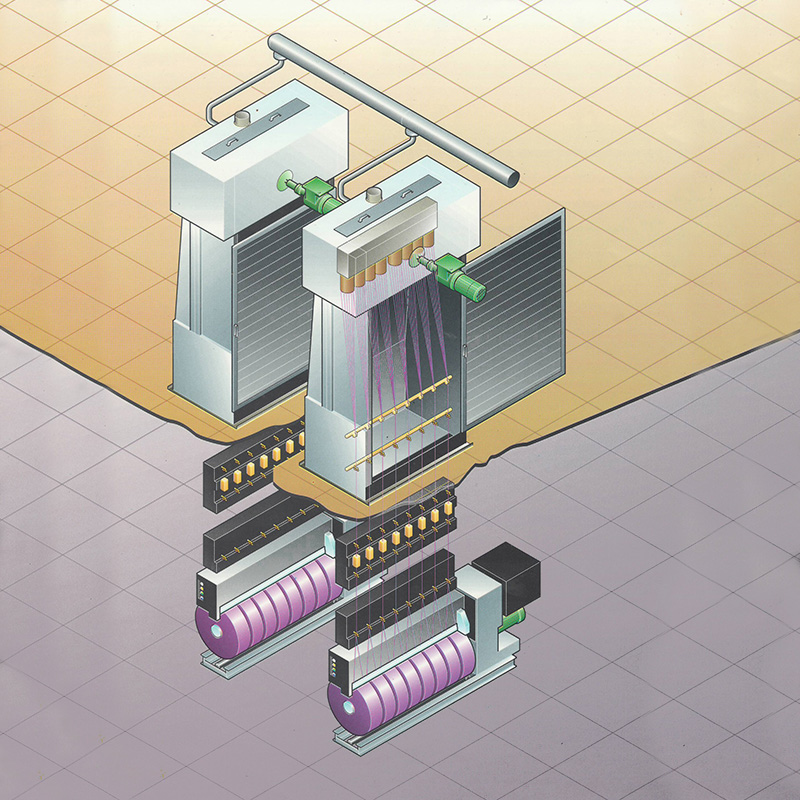
Просмотреть большеВ процессе прядения Линия прядения FDY (полностью вытянутая пряжа) Волосы и обломанные концы фасонных волокон в основном вызваны сложной связью между динамикой прядильной жидкости и свойствами материала. При прохождении расплавленного полимера через микропоры фильеры неравномерное распределение нормальных напряжений на стенке отверстия приведет к неравномерности эффекта экструзионного расширения (эффект Баруса). На примере прямоугольного отверстия, когда расплав течет в канале с большой разницей в удлинении, скорость сдвига в центральной части длинной стороны значительно выше, чем в области короткой стороны. Этот градиент скорости потока преобразуется в эллиптическое искажение формы поперечного сечения в момент экструзии. Эксперименты показывают, что когда соотношение сторон прямоугольного отверстия превышает 3:1, частота появления волос увеличивается на 12-15% на каждую единицу увеличения плоскостности поперечного сечения волокна.
С точки зрения свойств материала, в процессе охлаждающего формования формованных волокон существует структурное противоречие «оболочка-сердцевина». Хотя быстрое охлаждение может укрепить форму поперечного сечения, поверхностный полимер создает остаточное напряжение из-за температурного градиента. Когда концентрация напряжений превышает предел текучести материала, это вызывает ворсистость; хотя медленное охлаждение может снять внутреннее напряжение, оно приведет к усадке формы поперечного сечения, увеличивая риск поломки. Это противоречие особенно заметно в волокнах со сложным поперечным сечением, таких как гантели и трехдольки.
Форма отверстия в форме гантели, направленная на устранение структурных дефектов традиционных прямоугольных отверстий, обеспечивает тройное улучшение за счет оптимизации механики жидкости:
Конструкция гомогенизации напряжений: канал в форме гантели имеет гиперболическую переходную зону для уменьшения градиента скорости сдвига расплава во входной секции на 30-40%. Моделирование показывает, что такая конструкция позволяет увеличить коэффициент нормального распределения напряжений поперечного сечения канала с 0,68 для прямоугольного отверстия до 0,82, значительно уменьшая неравномерность расширения при экструзии.
Оптимизация соотношения сторон: соотношение сторон отверстия фильеры увеличено с обычного 1,5:1 до 2,5:1 в сочетании с обтекаемой конструкцией входа. Эксперименты показывают, что при L/D≥2 время пребывания расплава в канале увеличивается на 25 %, запас упругой энергии высвобождается полнее, а степень удержания поперечного сечения волокна увеличивается на 40 %.
Улучшение качества поверхности: технология лазерной микрообработки используется для травления спиральных узоров микронного уровня на внутренней стенке канала, в результате чего состояние течения расплава меняется с ламинарного на турбулентное, эффективно разрушая эффект пограничного слоя. Данные испытаний показывают, что этот процесс может снизить частоту появления волос на 55% и уровень ломкости на 40%.
Стратегия совместного контроля ключевых параметров процесса
Управление температурным полем: создание модели связи температуры расплава, вязкости и скорости вращения. Когда температура прядения поддерживается на уровне 290±2℃, вязкоупругость расплава находится в оптимальном окне. В настоящее время стабильность экструзии отверстия в форме гантели на 60% выше, чем у прямоугольного отверстия.
Контроль скорости охлаждающего ветра: система кругового бокового обдува используется для оптимизации распределения поля ветра посредством моделирования CFD. Эксперименты показывают, что когда градиент скорости ветра установлен на уровне 0,3 м/с/мм, коэффициент однородности температуры поверхности жгута достигает 0,95, что эффективно устраняет локальную концентрацию напряжений.
Оптимизация адгезии масла: разработайте наномодифицированную систему силиконового масла, чтобы уменьшить угол контакта масла с поверхностью жгута с 82° до 65° и увеличить адгезию на 35%. Это не только снижает накопление статического электричества, но и образует смазочный слой на поверхности волокна, снижая вероятность появления ворсистых волокон на 28%.
В технической практике компании Jiaxing Shengbang Mechanical Equipment Co., Ltd. промышленное применение оптимизации формы отверстий было реализовано посредством модернизации оборудования прядильной производственной линии FDY:
Высокоточное обрабатывающее оборудование: внедрение немецких станков с ЧПУ DMG MORI в сочетании с независимо разработанной технологией плазменного покрытия позволяет обеспечить точность обработки микроотверстий фильеры до 0,002 мм, а шероховатость поверхности Ra<0,05 мкм.
Система онлайн-мониторинга: интегрируйте технологию инфракрасного тепловидения и лазерного измерения диаметра для диагностики в реальном времени процесса прядения на прядильной производственной линии FDY. Когда обнаруживается, что искажение поперечного сечения превышает пороговое значение, система может автоматически регулировать скорость вращения и параметры охлаждения, а скорость реакции увеличивается с точностью до 0,5 секунды.
Создание базы данных процессов: на основе более чем 2000 наборов экспериментальных данных была создана библиотека параметров процесса, охватывающая 12 секций специальной формы и 5 полимерных материалов, для обеспечения поддержки данных для оптимизации формы отверстий.
Адрес: № 1298, улица Чжоуань, район экономического и технологического развития, город Цзясин, провинция Чжэцзян
Телефон: +86 19057031687
Телефон: 86-0573-837777752
Электронная почта: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. Все права защищены. Оптовая торговля Поставщики
